 English
English русский
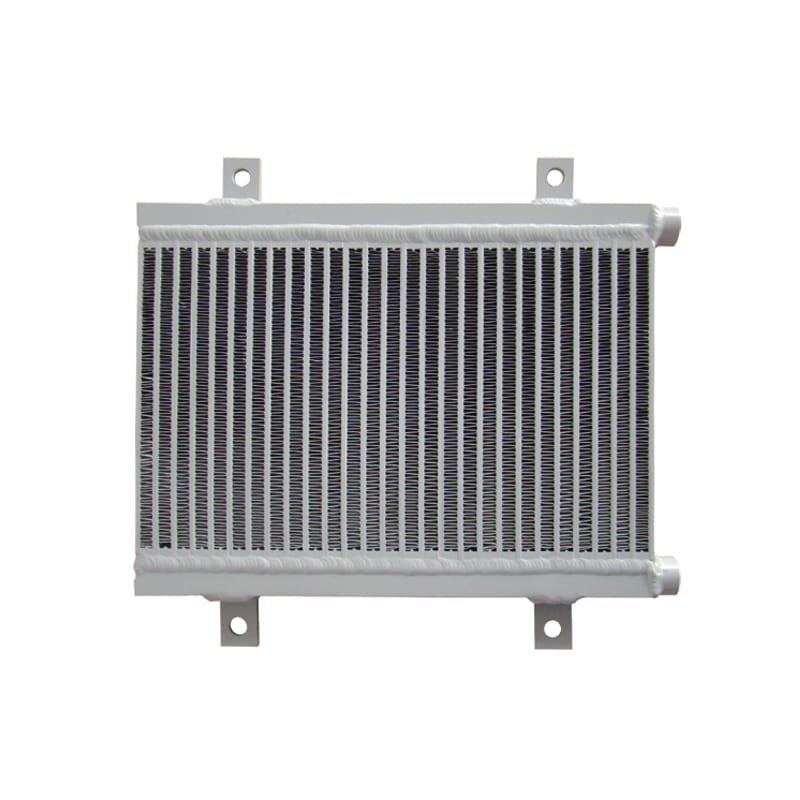
русскийAluminium heat exchangers are essential components in various industries for transferring heat between fluids or gases while maintaining high efficiency. Renowned for their superior thermal conductivity, light weight, and corrosion resistance, aluminium heat exchangers have become a preferred choice in sectors such as automotive, HVAC, power generation, and chemical processing. These heat exchangers are designed to optimize thermal performance while ensuring durability and operational longevity.
One of the most significant advantages of aluminium heat exchangers is their excellent thermal conductivity. Aluminium’s ability to transfer heat efficiently is crucial in applications where rapid and consistent temperature regulation is required. Whether it's cooling a car engine, dissipating heat from a refrigeration system, or managing the thermal load in industrial processes, aluminium ensures that heat is transferred quickly and evenly across the exchanger surface.
This high thermal efficiency enables systems to maintain stable temperatures, improving performance and reducing the risk of overheating. For applications such as air conditioning units or power plants, the ability to manage heat effectively directly translates into energy savings and increased reliability.
Aluminium is known for its lightweight properties, making it a highly attractive material for heat exchangers in industries where weight is a critical factor, such as automotive, aerospace, and marine applications. The reduced weight of aluminium heat exchangers helps improve the overall efficiency of these systems by reducing the energy required to transport or support the equipment.
In the automotive industry, for example, the use of lightweight aluminium heat exchangers in radiators, intercoolers, and oil coolers contributes to better fuel efficiency and lower emissions. Similarly, in aerospace applications, reducing the weight of thermal management systems without sacrificing performance is essential for maintaining the energy efficiency and range of aircraft.
Aluminium naturally forms a protective oxide layer that prevents corrosion, making it highly resistant to environmental degradation. This property is particularly beneficial in applications where the heat exchanger is exposed to harsh conditions, such as seawater, industrial chemicals, or fluctuating temperatures.
Corrosion resistance not only extends the lifespan of the heat exchanger but also reduces maintenance requirements and the need for costly repairs or replacements. In HVAC systems, for instance, aluminium heat exchangers can withstand the humid and corrosive environments often found in cooling towers or refrigeration units, ensuring long-term reliability and consistent performance.
Compared to other materials like copper or stainless steel, aluminium is more cost-effective both in terms of raw material costs and manufacturing processes. The affordability of aluminium heat exchangers makes them an economical choice for large-scale applications such as industrial cooling, HVAC systems, and power plants, where multiple heat exchangers may be required.
Aluminium's malleability allows it to be easily formed into complex shapes and designs, enabling manufacturers to produce highly efficient heat exchangers with lower production costs. This advantage makes aluminium heat exchangers more accessible for a wide range of industries, from consumer electronics to heavy industrial machinery.
Aluminium heat exchangers can be manufactured in compact designs while maintaining high thermal efficiency. The lightweight and flexible nature of aluminium make it easier to design exchangers with intricate fin patterns, maximizing surface area for heat transfer without significantly increasing the size of the unit. This compactness is especially valuable in applications where space is limited, such as in modern vehicles or compact industrial systems.
Aluminium heat exchangers are highly customizable, allowing manufacturers to tailor the design to meet specific requirements. Whether it’s a flat plate, tube-and-fin, or microchannel heat exchanger, the versatility of aluminium allows for precise optimization of performance based on the application’s needs.
Aluminium is a highly sustainable material, being 100% recyclable without losing its properties. This eco-friendly aspect makes aluminium heat exchangers a more sustainable option compared to those made from other metals. The recyclability of aluminium contributes to a reduced environmental footprint, particularly in industries that prioritize sustainability and resource efficiency.
The ability to recycle aluminium heat exchangers at the end of their service life also reduces the demand for raw materials and energy-intensive production processes, aligning with global efforts to minimize waste and promote circular economies.
Aluminium heat exchangers are utilized in a wide array of industries, demonstrating their versatility and adaptability. Some of the key applications include:
Aluminium heat exchangers are used in radiators, intercoolers, oil coolers, and air conditioning systems, where lightweight design and high heat transfer efficiency are critical for vehicle performance and fuel efficiency.
In air conditioning, refrigeration, and heating systems, aluminium heat exchangers help regulate temperatures efficiently while resisting corrosion, ensuring long-term reliability.
Aluminium heat exchangers are used to manage heat in power plants, improving the efficiency of turbines and generators by dissipating excess heat.
The chemical industry relies on aluminium heat exchangers for efficient thermal management in processes involving aggressive chemicals or corrosive environments.
In computers and telecommunications equipment, aluminium heat sinks and exchangers are essential for keeping components cool and operating optimally.
Thanks to its corrosion resistance, thermal stability, and robust construction, aluminium heat exchangers are designed for long-term use. They can withstand extreme temperatures, pressures, and harsh environments without significant degradation in performance. This durability ensures that systems remain efficient and reliable, reducing downtime and maintenance costs over the lifespan of the equipment.












